| |
||
 |








|
|
|
|
UV АцШБт СІСЖ АјСЄ
УрРћЕШ ЕЅРЬХЭПЁМ МіСЄЧв КЮКаРЛ МіСЄЧЯПЉ МБЙн, ЙаИЕ, ЗЙРЬРњ Чв КЮКаРЛ УтЕЕЧбДй. 2. ЕЕРх ОїУМПЁМ РдАэЕШ ИоРЮ ЧСЗЙРгРЛ СЖИГЧбДй
ЕЕИщПЁ РЧАХЧЯПЉ ПмСж АЁАјЕШ КЮЧАРЬСЖИГЕЧОю ИоРЮ ЧСЗЙРгРЬ СЖИГЕШ ЛѓХТ, ОЦЗЇ КЮКаРЬ ФмЦЎЗб ЦЧГкАњ ЦФПі НКЧУЖѓРЬАЁ ЕщОюАЅ РкИЎРЬИч, СпАЃКЮКаРЬ ФмКЃРЬОю ЙыЦЎРЬАэ, КЇЦЎ РКЮКа(АЫРКЛі)РЬ СЖЛч РЏДЯЦЎАЁ ЕщОюАЅ uv КЮНКРЬДй. 3. uv КЮНК РхТј
12kw 4ЕюЧќ АцШБтРЧ ЦФПі НКЧУЖѓРЬАЁ РхТјЧЯБт Рќ uv КЮНКАЁ РхТјЕШ ЧСЗЙРг И№НР 4. СЖЛч РЏДЯЦЎАЁ РхТјЕЧБт Рќ ШФРЧ uv КЮНК
uv АцШБтПЁМ АЁРх ЧйНЩРћРЮ КЮКаРЬ СЖЛч РЏДЯЦЎРЬДй. СЖЛч РЏДЯЦЎАЁ РхТјЕЧБт РќАњ ШФРЧ ЛѓХТ 5. Stand-byНУ П ТїДмЧЯБт РЇЧи МХЦЎАЁ ДоИА СЖЛч РЏДЯЦЎ 
UVАцШБтПЁМДТ П СІАХАЁ Л§ИэРЬДй. SMTРЧ ЧЪИЇПы СЖЛч РЏДЯЦЎДТ П РЏУМ ПЊЧаРћРИЗЮ МГАшЕЧОю РжРИИч, АцШБт Рќ ШФ ЖѓРЮРЬ СЄСіЧЯИщ РкЕПРИЗЮ ЗЅЧСАЁ ЙнКв ЛѓХТЗЮ СйОюЕщИщМ МХХЭАЁ ДнЧє ПРЛ ТїДмЧбДй. 6. СЖЛч РЏДЯЦЎ ИЎЧСЦЎ РхФЁ 
СЖЛчАХИЎ СЖР§РЛ ПыРЬЧЯАд ЧЯБт РЇЧи СЖЛч РЏДЯЦЎ ММЦЎИІ БтАшНФРИЗЮ ЛѓЧЯЗЮ БИЕПНУХВДй. 7. АэШПРВ СЄРќЗТЧќ ЦФПі НКЧУЖѓРЬ 
СЄРќЗТЧќ ЦФПі НКЧУЖѓРЬПЭ СЄРќЗљЧќ ЦФПі НКЧУЖѓРЬ uv ШПРВ, МвРН, П ЙпЛ§ЦЏМКРЬ ССРК СЄРќЗТЧќ ЦФПі НКЧУЖѓРЬИІ ИоРЮ ЧСЗЙРгПЁ СЖИГЧЯБт СјРќРЬДй.
UV ЗЅЧСРЧ ШПРВ УјИщПЁМ ФкРЯ БНБт, ФкОЦ СОЗљ, ФкОЦ РчСњ, Р§ПЌРч, ДЉМГЗЎ, СјАј ЧдФЇПЁ ЕћЖѓ ЧАСњ ТїРЬАЁ ИЙРЬ ГДй. ИоРЮ ЧСЗЙРгПЁ СЖИГЧЯБт СјРќРЧ ЦФПі НКЧУЖѓРЬ АэШПРВЗЮ МГАш СІРлЕШ RCЧќ ЦФПі НКЧУЖѓРЬПЭ УЪХЉ 
ИЎОзХЭИІ ЛчПыЧЯДТ СЄРќЗТЧќ ЦФПі НКЧУЖѓРЬДТ СїСЂ МГАшЧЯПЉ СІРлЧдРИЗЮМ ЦФПі НКЧУЖѓРЬРЧ ЧАСњАќИЎПЁ ИИРќРЛ БтЧбДй. 8. ЦФПі НКЧУЖѓРЬАЁ РхТјЕШ ИоРЮ ЧСЗЙРг
uv АцШБтДТ ДыЗЎ Л§Лъ УМСІАЁ ОЦДЯАэ 10-20ДыРЧ МвЗЎЛ§ЛъПЁ РЧСИЧЯЙЧЗЮ ОЦСї АЁАнРЬ АэАЁРЮ МРРЬДй. 9. ФмЦЎЗб ЦЧГкРЧ ИЖБзГзЦЎ ХИРЬИг ЕюРЬ СЖИГЕШ ЛѓХТ
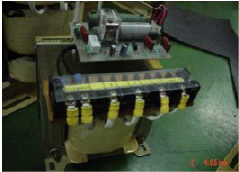
ДыКЮКаРЧ uv АцШБтДТ БтАшНФ НУФіНК ФмЦЎЗбРЛ ЛчПыЧбДй. 10. СЖИГПЯЗс ЕШ ФмЦЎЗб ЦЧГк
Lamp S/W, Buzzer, Hour-meter, A-meter, V-meter, Temp-meter, КёЛѓ СЄСі НКРЇФЁ ЕюРЬ ДоЗС РжДй. 11. ФмЦЎЗб ЦЧГк КаИЎЧќ uv АцШБтРЧ ФмЦЎЗб ЦЧГк 
БцРЬ 3-4MРЧ 12KW 6ЕюЧќ ЧЪИЇПы UV АцШБт ФмЦЎЗб ЦЧГкРК ДыКЮКа АцШБт КЛУМПЭ КаИЎЕЧОю РжДй. PET ЧЪИЇ АцШПы uv АцШБт ФмЦЎЗб ЦЧГк
ЧЪИЇПы UV АцШБт ФмЦЎЗб ЦЧГк. 40-60M/MINРЧ АцШ МгЕЕИІ ГЛДТ ЧќРК 21.8KW 8ЕюЧќРЬ ЛчПыЕЧБтЕЕ ЧбДй. 12. СЖИГ ПЯЗс 90%РЧ uv АцШБт 
1Тї НУПюРќРЬ ГЁГЊАэ ПмКЮ ФЩРЬНК СЖИГЕЧБт РќРЧ UV АцШБт 13. СЖИГ ПЯЗс 100%РЧ uv АцШБт
1Тї НУПюРќРЬ ГЁГЊАэ ПмКЮ ФЩРЬНК СЖИГЕШ ШФ ЗЏДз ХзНКЦЎИІ РЇЧи НЧЧшНЧЗЮ ЕЧБт РќРЧ ОчИщ PCBПы UV АцШБт
|